-
-1 1
主立勘.姜麗琴
(1.濟南鑄造鍛壓機械研究所有限公司,山東濟南250022;2.青島卓東機械有限公司,山東青島266400)
摘要:介紹了FANUC系統中PMC軸控制功能的應用。具體闡述了PMC軸控制程序段數據信號的組成,各信號的含義和應用。
關鍵詞:機床技術;PMC軸控制功能;數控沖床;應用
1引言
隨著現代制造業的發展,新一代的數控轉塔沖床代替老式的機械和液壓數控沖床已成為必然。數控伺服轉塔沖床具有高柔性、高效性、高精度、低噪環保性、節能、易于維護、穩定性好等優勢。比同類數控液壓沖床性價比更高,操作更簡捷,更可以精確控制滑塊行程,有利于實現壓窩、淺拉深等難度大的工藝,使生產效率更高,產品質量更優。這些優點,主要是主驅動采用了交流伺服控制技術的結果。數控系統、伺服驅動控制模塊、交流伺服電機及編碼器檢測元件一起組成了伺服主驅動的半閉環反饋控制系統,可以實現主驅動的速度控制、運動軌跡控制、位置控制等。在此系統控制中.我們應用了數控系統的PMC控制功能來實現主驅動軸的數字位置控制。
2 PMC控制功能
PMC是指數控系統的順序邏輯編程系統,用于編輯控制機床動作的所有順序邏輯控制程序。一般機床數控軸都由數控系統CNC直接控制,由系統發出給定軸的位移和速度指令,通過伺服驅動系統完成給定軸的各種指定運行。當某軸的控制指令由PMC發出而非CNC發出時,我們稱此軸為PMC控制軸。FANUC系統具有這種獨立于CNC直接控制給定軸的PMC控制功能。PMC能直接控制下列操作:快速移動指令距離、連續進給、參考點返回、進給速度控制等各種軸控功能操作。一個軸是CNC軸還是PMC軸可由系統特定信號定義。
3 PMC控制功能應用
考慮到FANUC系統應用在伺服沖床上的特殊性,在X,y軸送料過程中伺服主驅動軸(Z軸)的沖壓運行,即Z軸的快速移動,由數控系統發出有關信號進行啟動,我們定義Z軸為PMC軸更方便其控制使用。下面介紹Z軸作為PMC軸是如何實現其應用的。
3.1 定義PMC軸
PMC提供4個通道,使用輸入和輸出指令控制這些操作。這里只選擇一個通道,通道l(A組)。由參數No.8010定義選此通道控制Z軸。設定Z軸為機床的第一個軸,于是設定參數為No.8010
AIPIA2POA3POA4POA5PO表示第一軸Z軸是受通道I(A組)控制的PMC軸。
3.2定義PMC軸有效
為使Z軸作為PMC軸有效,需要設定Z軸的PMC選擇信號EAXI為l。相應地址為G136.0,編人梯形圖(圖I)。圖l中MA為系統準備好常l狀態。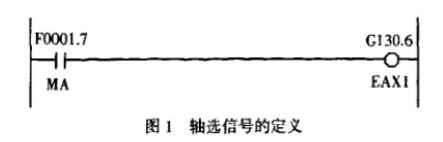
33定義操作類型
從FANUC系統定義我們知道,軸控制指令信號、軸控制進給速度信號、軸控制數據信號和程序段停止禁止信號一起決定一個完整的操作。這些信號總稱為軸控制程序段數據信號,相當于CNC控制的自動操作期間執行一個程序段。其控制信號見表1。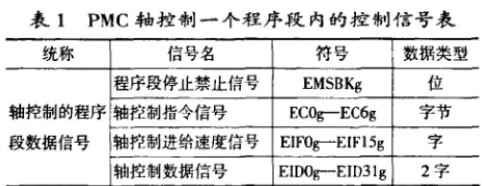
表1 PMC軸控制一個程序段內的控制信號表
(1)軸控制指令信號E(;OA-EC6A相應地址為G143.O-G143.6。我們定義Z軸為快速定位釉,使用快速移動指令,定義用OOh代碼。梯形圖編程如圖2所示。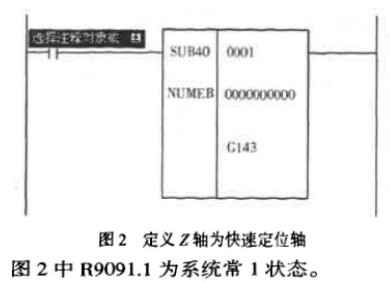
(2)軸控制進給速度信號EIFOA--EIF15A相應地址為G144和G145兩個字節,定義PMC軸快速移動速度,即Z軸的進給速度。梯形網編程如圖3所示。
圖3中180000為Z軸更大轉速,單位度/miri。Z軸我們定義為旋轉軸,所以此速度=500rpm。這里設定參數No.8002第一位PRD=I,用軸控制指令的進給速度數據作為被指令的進給速度。如果PRD=O,則使用參數No.1420的數據作為進給速度。
(3)軸控制數據信號EIDOA-EID31A相應地址為G146、G147、G148、G149四個字節,根據ECOA-EC6A用到OOh代碼,那么在這里EJDOA-EID31A定義為Z軸移動距離。梯形圖編程見圖4。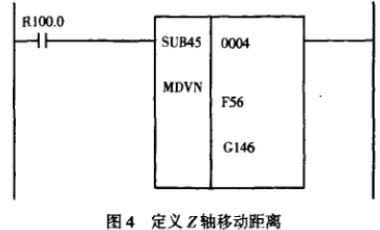
圖4中,F0056為通過宏指令定義的Z軸移動距離值
.Rl00.0為相關啟動Z軸移動的倍號。這樣當啟動Z軸時,Z軸就獲得了需要移動的數據值。
(4)程序段停止禁止信號EMSBKA.相應地址為G143.70目前設其為0,如果需要可加以應用。
通過以上各個編程,確定了Z軸作為PMC軸完成一個獨立的程序段所需要的各種數據。
3.4 PMC程序段的執行
CNC可以將PMC的軸控功能存貯在它的緩沖區中,所以,可以順序執行多個PMC控制的操作。圖5表示一個例子。在此例中,命令Il征在執行,命令(2)和(3)被儲存在緩沖區中,并且命令(4)已經發出PMC命令EQUIPMENT(軸控制程序段數據信號已設定)。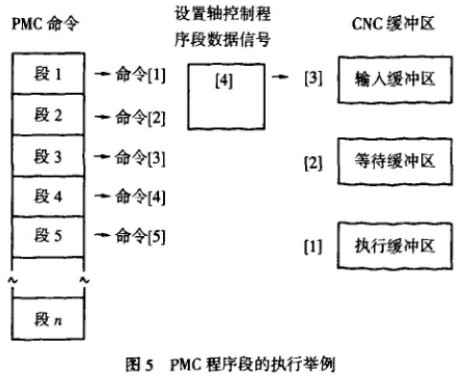
當命令(1)的執行完成時:命令(2)從等待緩沖區傳輸到執行緩沖區;命令f3]從輸入緩沖區傳輸到等待緩沖區;命令(4)傳輸到輸入緩沖區作為指令程序段;輸入緩沖區接收的命令f4]后.PMC把命令(5)發送到CNC(軸控制程序段數據信號被設定)。
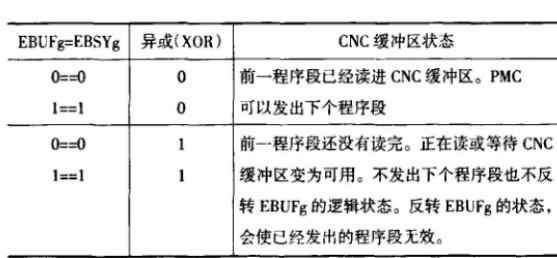
(1),(2).(3),(4).(5)在這些間隔期間,新程序段不能發出(當EBUFA和EBSYA在不同的邏輯狀態時)。參見表2的介紹。從上可見,一個完整操作(一個程序段)的執行需要軸控制命令閱讀信號EBUFA和軸控制命令閱讀完成信號EBSYA邏輯狀態的配合一致。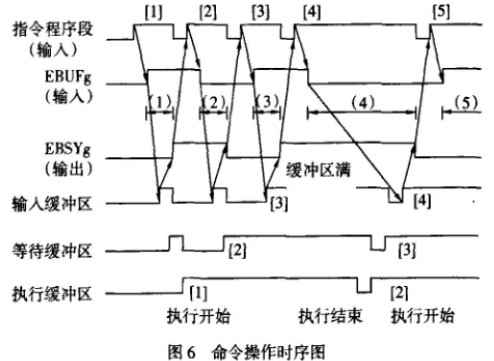
在3.3中已經確定了Z軸作為PMC軸需要指令程序段的控制程序段數據,因此,要完成程序段的執行,我們按照信號EBUFA和EBSYA邏輯狀態的要求編人梯形圖(圖7)。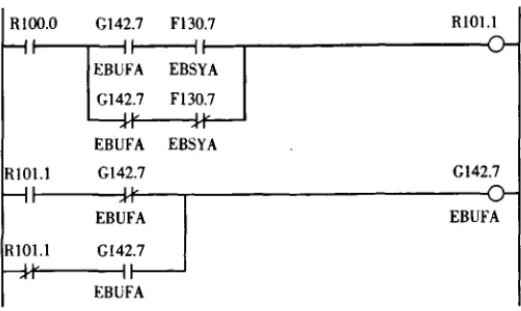
G142.7為信號EBUFA的地址.F130.7為信號EB-SYA的地址。
通過以上定義和程序的編制,當由有關的信號啟動Z軸后,可以控制Z軸以輸入的速度和位移進行軸的移動,實現作為PMC軸的控制運行。
4結語
以上介紹了如何實現PMC軸最基本的控制功能:如何獲得程序段控制數據,如何根據邏輯要求編制邏輯程序等內容。這里僅僅是拋磚引玉。如果要使表2從PMC輸入的EBUFA信號和從CNC輸出的EBSYA信號的異或
邏輯關系決定CNC緩沖區的狀態
Z軸真正投入使用還需要完善Z軸的各項功能,比如返回參考點、選擇坐標系、加入輔助功能等等項目,但基本思路和方法都是一樣的。本文希望對讀者在右關數控系統中PMC軸控制方面有一定的認識和幫助。
◎歡迎參與討論,請在這里發表您的看法、交流您的觀點。
- 評論(0)
發表評論 TrackBack